
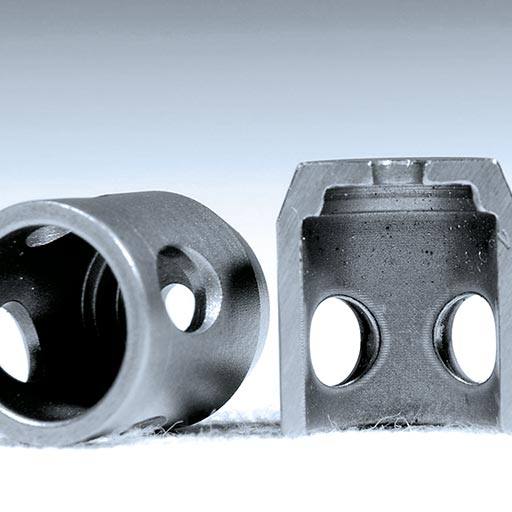

Technologia elektrochemiczna ECM (Electrochemical Machining) firmy STOBA polega na stępianiu i zaokrąglaniu krawędzi przedmiotów obrabianych przy pomocy technologii odwrotnej do technologii galwanizacji. Istota procesu sprowadza się do odrywania cząstek metalowych gratów od krawędzi przedmiotów obrabianych po zamknięciu obwodu prądu stałego w atmosferze przepływającego pod niewielkim ciśnieniem elektrolitu. Narzędziami stosowanymi podczas obróbki ECM i jej precyzyjnej odmiany PECM (Precision Electrochemical Machining) są: zbliżona do stępianej krawędzi lub obrabianej powierzchni elektroda (katoda) oraz elektrolit, którym jest najczęściej wodny roztwór soli (NaCl). Medium obrabianym jest w tym przypadku przedmiot (anoda). Do wyboru, w zależności od zadania obróbkowego, jest statyczna lub dynamiczna technologia ECM.
Technologia statyczna ECM zakłada, że przedmiot obrabiany i narzędzie (elektroda) są w stosunku do siebie nieruchome. Z tego też względu najbardziej jest przydatna do stępiania i zaokrąglania krawędzi, uzyskiwania form przestrzennych wewnątrz przedmiotów obrabianych oraz do poprawy chropowatości powierzchni.
Technologia dynamiczna ECM jest stosowana do uzyskiwania skomplikowanych trójwymiarowych form przestrzennych, do elektrochemicznego wiercenia i do obróbki kształtowych form kuźniczych i odlewniczych. Podczas realizacji tego procesu elektroda (katoda) wykonuje powolny, stały ruch posuwisty, na który nakładają się jej szybkie, pulsujące ruchy oscylacyjne.
Gabaryty przedmiotów obrabianych ograniczone są wielkością oprzyrządowania i powierzchnią ustawczą na stole roboczym urządzenia ECM. Z reguły są to części małe i średnie. W jednej operacji można obrabiać od jednej do kilkudziesięciu krawędzi jednocześnie, w zależności od wymiarów zewnętrznych oraz usytuowania powierzchni i krawędzi przeznaczonych do obróbki.
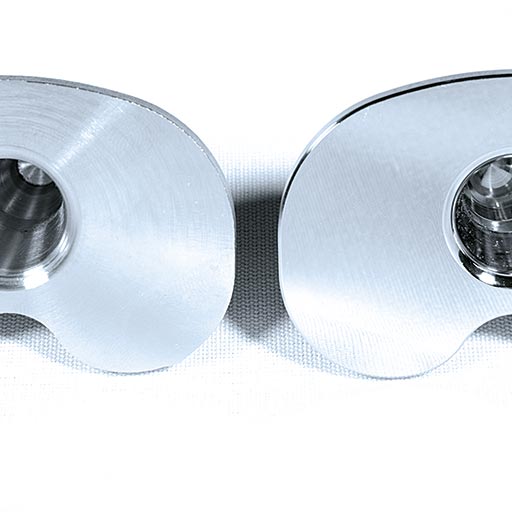
Technologia PECM jest zaawansowanym techniczne elektrochemicznym procesem obróbkowym mającym na celu uzyskiwanie precyzyjnych trójwymiarowych (3D) kształtów i wzorów na obrabianej powierzchni przedmiotów obrabianych.
Przedmioty obrabiane muszą być wykonane z materiałów przewodzących prąd elektryczny. Pozostałości soli usuwa się po zakończeniu obróbki przy zastosowaniu ultradźwiękowego lub natryskowego urządzenia myjącego.